J’M Weston
Visite de la tannerie et de la manufacture du chausseur Made In France
Ce n’est pas un hasard si j’ai publié cette expérience en premier lieu sur un forum d’amoureux de vieilles anglaises : le soin apporté par les ouvriers rencontrés et la passion partagée par le groupe de fidèles clients qui m’accompagnait m’ont rappelé à chaque moment le plaisir qu’éprouvent les amateurs de belles autos.
Le trajet jusque Limoges en train (plus de 6 h aller/retour !) a d’ailleurs été l’occasion de parler de nos autres passions au rang desquelles la chasse, la pêche, ont trôné en bonne place. Ecouter parler ces camarades d’un jour du lien presque charnel qu’ils entretiennent avec leurs souliers m’a constamment rappelé l’amour que nous portons à nos félins. Si le groupe était sympathique dans son ensemble il faut bien avouer qu’il y avait là des profils contrastés.
Le profil type est assez commun au forum : entre 45 et 65 ans, soigné, jovial, amateur de détails et d’informations sur la façon du métier, volontiers enclin à conter de savoureuses anecdotes. Ce profil composait le trois quart du groupe (une quinzaine de personnes). Il y avait également la présence incongrue de trois geeks, notoirement discrets et se plaçant d’emblée à l’écart. Plus tard ils se sont révélés pas si farouches que ça et aussi passionnés (il semblerait qu’ils aient tous trois de bonnes places dans les services informatiques de grands groupes et amateurs de commandes spéciales…)
Nos accompagnateurs étaient charmants, sympathiques et sans manières propres à certaines adresses de l’enseigne. Il y avait là le directeur relations clients et la directrice adjointe du magasin des Champs-Elysées.
Bon, j’en viens à l’essentiel : le Made in France. Là-dessus, aucun doute possible, les chaussures JM Weston sont confectionnées de A à Z en France, pas très loin de Brive la Gaillarde qui, comme chacun sait, compte de fameuses personnalités dont la gentillesse et la compétence sont légendes (les intéressés se reconnaîtront)
JM Weston est le seul manufacturier de chaussures à posséder ses propres tanneries, là où les peaux sont transformées pour être propres à la manufacture. JM Weston en possède deux, parmi les dernières en France : l’une au Puy en Velais où sont tannées les peaux de tige, c’est-à-dire, le dessus de la chaussure. L’autre près de la manufacture, où sont tannées les peaux de vache. Quand on touche, voit le travail effectué et les moyens mis en œuvre pour assouplir ce cuir on se dit qu’une semelle en contact direct avec le sol n’est pas si fragile que ça (j’ai fait ressemelé chez Weston une paire de la marque après 10 ans, l’une des deux percée à cause d’un caillou)
C’est cette seconde tannerie que nous avons visitée et où nous avons eu l’occasion de prendre des photos. L’endroit est assez incroyable : à 15 minutes de Limoges nous sommes en campagne profonde. Les bâtiments sont très vieux (deux cents ans – classés Monuments Historiques) emploient une dizaine de personnes dont son sympathique patron. Les conditions de travail sont dures en hiver (on a fait la visite à -4°, à l’abri du vent seulement à l’intérieur). Les ateliers sont tellement vieux, avec leurs murs vétustes et les machines séculaires en bois que la boutade suivante revenait toutes les 5 min dans la bouche de mes camarades « Bon, et la vraie tannerie, elle est en Chine ? » Le représentant Weston a lui-même plaisanté en précisant que le personnel était constitué d’acteurs et qu’il fallait nous hâtait pour ne pas assister à la livraison des peaux d’Asie…
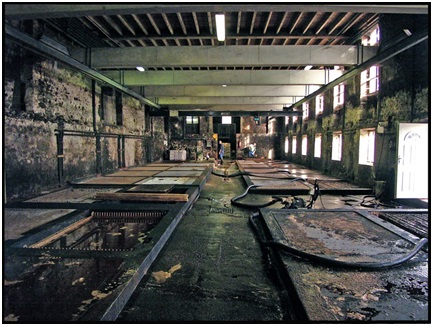
Pour la petite histoire, un jour une brique est tombée de la cheminée. Le gérant a voulu raser les bâtiments et en construire des neufs : tatata ! Une architecte des Monuments de France est venue, en tailleur et talons, est montée dans une nacelle et a expertisé la cheminée : monument historique ! Impossible de raser, réfection par entreprise agréée… Pour vous donner une idée, voici quelques clichés :

C’est une vue d’ensemble d’un côté de la tannerie. Le tout s’étale sur quelques centaines de mètres carrés, c’est très petit. Les cercles au sol sont des cuves où les peaux sont lavées après multiples bains de plusieurs semaines. Les copeaux par-dessus isolent les peaux de l’extérieur. Les plus observateurs verront une espèce de brèche ou passe un liquide qui va supprimer les derniers dépôts de graisse, saletés, veines et autres résidus impropres au travail. La fibre doit être complètement débarrassée de tout ça pour s’imprégner des poussières de bois qui vont combler les espaces et donner cet aspect bois aux semelles. C’est ce qu’on appelle le tannage végétal. Voici les copeaux à l’état de fagots :

On a commencé notre visite -les ouvriers travaillaient bras nus dans un froid glacial ! – par un hangar où sont déposées les peaux de vache (en provenance d’Allemagne) :


Pour info on utilise des peaux de vaches allemandes et d’un peu partout ailleurs en Europe car en France la peau des vaches est devenue trop fine. Faute à une rationalisation exacerbée des élevages. Si baisse de qualité du produit fini il y a (admise par Weston) elle est due à la qualité en baisse des peaux; donc en amont du tannage et de la manufacture. C’est un fait, ça affecte la production mondiale donc tout le monde est logé à la même enseigne. Quand on sait qu’une paire de Weston pouvait jadis durer 30 ans -contre une quinzaine pour les productions récentes- sans trop de peine et avec quelques ressemelages, c’est pas si dur à avaler. Pour ma part, j’en ai 6 paires dont une de 15 ans et j’en suis très content. CQFD
L’avantage de visiter en hiver est qu’on n’a pas été indisposés par l’odeur dégagée par les peaux, toutes fraîches comme vous pouvez le constater. L’épaisseur est incroyable, ça semble indestructible. C’est très dur et s’il n’y avait pas les multiples bains et « mises en humeur » (terme employé pour désigner les 48 heures passées en salle en manufacture avec un taux d’humidité de 90) elles seraient tout bonnement impossibles à travailler car elles casseraient systématiquement des aiguilles des machines à coudre.
Je rappelle qu’il s’agit ici exclusivement des peaux destinées aux semelles intérieures et extérieures des chaussures, celles en contact direct avec le sol ou nos chaussettes. Pour info, si l’on doit alterner tous les jours ses paires c’est pour laisser le temps aux semelles de se débarrasser de l’acidité de nos pieds. Ce n’est donc pas l’humidité qui noircit les semelles mais l’acidité.
Les peaux sont d’abord passées en foulons où elles seront généreusement mélangées avec la chaux (l’acide en poudre que l’on voie au-dessus du foulon) :
Les peaux sont ensuite baignées dans des cuves :



Dans ces cuves les peaux s’imprègnent du bois en poudre qui va constituer la peau finale :

La surface des cuves parait si dure que notre accompagnateur a insisté pour que nous ne les confondions pas avec une surface dure. Outre la profondeur (2 mètres) il y a l’acidité des cuves et le froid qui rendraient une piquette difficile à apprécier.
Une fois débarrassée des impuretés et assimilées au bois, les peaux sont assouplies. La dureté du cuir est impressionnante, l’épaisseur fait plus d’un centimètre. Quand on sait que la peau du rhinocéros fait plus de cinq centimètres… voici le rendu après le passage en foulon et cuves :

La peau est blanche et sent encore très fort. L’odeur à la tannerie était très forte mais supportable grâce à l’air glacial qui soufflait. Après les multiples passages en cuves et essorages, les peaux sont à nouveaux trempées pour les assouplir, c’est à cette étape que c’est irrespirable pour un non habitué. A ce propos, voici une photo de l’une des clientes conviées… qui illustre le ressenti de certains :


les peaux connaissent une pluralité de bains qui durent 2 mois contre quelques semaines pour le tannage synthétique.

La presse exerce une pression de 30 tonnes. La machine est très vieille et il n’est pas rare de voir une clef à molettes gigantesque à côté.
Une fois lavée les peaux sont assouplies. D’abord à la compresse, pour le coup moderne vu qu’il suffit de la frôler du doigt sur la tranche pour qu’elle stoppe automatiquement :

Ensuite elle est tapée. Le bruit est assourdissant, impression qu’on martèle à nos oreilles des coups de marteaux. L’ouvrier qui s’en occupe change régulièrement tant le travail est éprouvant. Pour info, la peau du taureau n’est pas tannée car sa fibre est différente de celle de la vache : très large, elle est beaucoup plus spongieuse et impossible à travailler.

Le dernier ouvrier en charge, parti à la retraite, a demandé à emménager au-dessus d’atelier tant le bruit lui manquait. Une fois qu’on met de côté ce bruit il reste la maitrise parfaite de l’ouvrier au passage et repassage de la peau, un vrai travail d’artiste !

On a demandé pourquoi on continuait à utiliser une machine pareille, si insupportable pour l’ouvrier, on nous a répondu qu’il n’y a pas meilleur procédé pour assouplir la peau puisqu’on arrive à obtenir une épaisse de quelques millimètres contre 1.4 pour la compresse automatique.
Après toutes ces opérations la peau devient une bien belle matière, très noble tant par sa souplesse que sa patine :


Sur ses peaux on a pu observer les « défauts » de vie de la bête. Les césariennes impeccables comme les travaux de bouchers, les marques au fer absurdes (des deux côtés !) et autres heurs de ces braves bêtes.
Il faut savoir que les peaux sont récupérées par les tanneurs et non commandées car il est interdit d’élever une bête pour sa peau en France. C’est donc aux abattoirs que les manufacturiers se fournissent. Ils travaillent à changer cette législation contraignante car ce système complique leur tâche et leurs finances : ils sont tributaires de la consommation effective de viandes or le veau est en perte de vitesse. Seule quelques pays dont la France le consomme encore. Les prix grimpent à cause la demande croissante des Chinois et des Indiens.
Pour info, il n’existe plus que deux tanneries de la sorte en France, peut-être au monde. Les tanneries vache/ veau & autres de Weston fournissent Hermès et tous les bottiers de luxe. Weston nous assure se garder les plus belles pièces…
La tannerie tient à disposition de Weston (et autres manufacturiers) un an et demi de stock. La manufacture sort moins de 500 paires / jour contre 600 dans les années 90.
C’en est fini pour la tannerie. Prochaine étape : la manufacture que nous avons évidemment adorée visiter. Si les photos étaient interdites, discuter avec les ouvriers a été une expérience unique puisqu’on pouvait les interrompre pour échanger, certains nous ont même laissé manipuler leurs machines. On a eu droit à une présentation des différentes peaux, l’entrepôt où elles sont stockées… les secrets de fabrication. On a vu les paires de souliers depuis la découpe de la peau jusqu’à la mise ne boite. Impressionnant et très intéressant, on ne regarde plus sa paire de Weston de la même façon.
En Off certains ouvriers se sont plaints. Une grande franchise chez ces professionnels. Tous assez sympathiques. On est loin de l’atmosphère un peu lourde de certains magasins de la marque. Je vous conterai ça en détail. Je garde en mémoire pleins d’images mémorables. C’est vraiment artisanal comme travail. Avec de multiples détails, attentions… Le personnel était disparate en âge, certains sont seuls détenteurs de certains savoir-faire (3 personnes seulement sur 150 savent coudre le fameux modèle « chasse » !)
La photo ci-dessous illustre le travail du compagnon ave lequel j’ai eu le plaisir d’échanger quelques mots :

Une fois tannée la peau de vache (qui va servir aux semelles) est apportée à la manufacture, un bâtiment étoile en zone commerciale de Limoges, moderne et très bas.
On y assiste à un sacré travail :



en confidence celui-ci nous confiait son inquiétude (c’est pas le seul ) : il part à la retraite dans 6 ans et ne forme personne… mais il y a de l’espoir puisque voici ce que rapportait chopeman (le photographe) en 2011 :
Après ce moment fort, c’en fut encore un autre: le montage entièrement réalisé à la main par seulement 2 artisans de la maison. Vous aurez compris qu’il s’agit du modèle emblématique de J.M. Weston, le Chasse. Contrairement au Demi-Chasse il n’a pas été modifié depuis des décennies contrairement à ce que je pensais (voir le sujet sur la comparaison entre Chasse et Demi-Chasse dans la partie « Placard à Chaussure »). C’est donc qu’il était suffisamment emboîtant à l’arrière. On nous a bien dit qu’il s’agit de cousu norvégien, le bord inférieur de la tige étant relié à 90° pour être cousu sur la semelle, ce qui se voit de près sur un modèle monté et se verra parfaitement sur les tiges photographiées, en attente d’assemblage avec la semelle de marche. Il nous a été dit que le cousu suédois, lui, implique le montage d’une trépointe rapportée.
Là, on assiste à toutes les étapes de fabrication des souliers. Partie passionnante : le choix des peaux. Depuis la tannerie du Puy en Velais, les peaux tannées de veau (« box ») de crocodile, de lézard, de cheval (et oui) d’autruche.
Les photos qui vont suivre ne sont pas miennes (jusque présent elles étaient prises avec mon téléphone) elles ont été prises par un passionné qui a eu la gentillesse de partager sa visite sur un autre forum et, un passionné de souliers se double souvent d’un passionné d’autres choses, celui-ci est un photographe hors pair. Pour ceux qui tâtent du reflex, je vous laisse apprécier la qualité exceptionnelle des photos (cadrage, situation, éclairage). Son regret a été de ne pas disposer d’éclairage pour maitriser les lumières…. Encore un perfectionniste qui m’en rappelle bien d’autres ici. La visite étant quasi identique à la mienne, je fais donc mienne les légendes mais toute la partie technique est de mon homologue (en italique). (que je ne peux que citer sous le pseudonyme de « chopeman ») A noter : lors de ma visite les photos étaient interdites. Celles-ci après datent de 2011 avec l’aval de l’accompagnateur. Vue d’ensemble des cuves précitées :
 La presse de 30 tonnes précitée :
La presse de 30 tonnes précitée :

- La phase de création
Là, c’est de l’exclu puisque mon collègue de souliers a eu le droit d’assister a travail du designer Weston, Michel Perry :

celui-ci dessine sur le papier à Paris ses projets et fait réaliser ses formes en bois par un formier. Des arbitrages et modifications sont ensuite réalisés par le bureau d’étude de Limoges pour prendre en compte le savoir-faire maison et le « chaussant Weston ».
Le bureau d’étude part d’une forme « moyenne » en bois et, suivant le dessin d’artiste, va dessiner sur la forme les diverses pièces.
Des adhésifs semblables à ce que les maquettistes utilisent pour délimiter les lignes de peintures (un peu semblable au scotch de peintre, mais plus plat) sont appliqués sur les formes et leur relative transparence va permettre de réaliser des calques.
Ces adhésifs sont retirés, recollés sur un carton épais. L’homme du métier sait ensuite déplacer ça et là son trait sur le carton pour prendre en compte les épaisseurs du cuir et la façon dont il va se comporter, les contraintes de montage. Il va vérifier aussi certaines mesures biométriques telle la hauteur entre la base (ligne de semelle) et la découpe ronde pour la malléole (partie saillante de l’articulation du pied).

Les cartons mis au point sont découpés puis placés sur une tablette graphique pour relever les cotes et générer en temps réel un fichier de CAO.

Une fois que les pièces de cuir de la chaussures sont conçues, tant doublure que tige et semelle (tout, en fait) et que tout est bien prototypé (sans doute avec des successions d’essais mais c’est une remarque personnelle) les logiciels vont décliner le fichier « moyen », qui correspond à 7C de mémoire, pour réaliser des sous-fichiers correspondant aux différentes pointures (de 2 à 13 il me semble)

Une même pièce avec les différentes tailles superposées. A titre d’information, la somme des combinaisons possibles entre demi-pointures et largeurs donne 98 dessins distincts pour un mocassin 180 … j’ai personnellement vu quasiment que le mocassin dans la chaine de production ; a vue de nez j’avancerai qu’il constitue bien 80 % de la production globale et existe en des centaines de déclinaisons.

Il est à noter que le bureau d’étude intervient non seulement pour les nouveaux modèles mais aussi pour revisiter les anciens. C’est ainsi que le demi-chasse est devenu plus emboîtant vers l’arrière et plus confortable à la marche, pour parler d’un exemple que je vous ai montré dans un autre sujet.
Le bureau d’étude intervient aussi pour mettre au point des outillages, ainsi un emporte-pièce permettant de réaliser toutes les perforations complexes d’un modèle récent était sur la table.
Il intervient aussi pour les commandes spéciales avec modification de patronage.
En tout état de cause, s’agissant des fichiers informatiques pour la forme des pièces en cuir, ils vont pouvoir directement être exploités pour des gabarits de découpe à la main dans le cas des commandes spéciales et plus généralement par des machines de découpe numérique.

Voici l’une des machines de découpe numérique :
Ces machines permettent à l’opérateur de projeter (comme un projecteur vidéo) les formes à découper et de les placer au mieux pour optimiser la découpe, sachant que les peaux sont orientées pour prendre en compte le prêtant et que l’opérateur doit aussi éviter les zones marquées à la craie qui signalent les défauts du cuir préalablement repérés à l’œil sous une lumière rasante.
Ces machines permettent donc de positionner les éléments (informations qui seront transmises au robot de découpe), de découper, de marquer des références permettant de savoir très exactement de quoi il est question (une bride de mocassin 180 largeur C n’est pas la même que pour une largeur D …) et d’aspirer par en dessous les peaux pour les plaquer et récupérer la poussière de découpe.

La découpe numérique ne s’applique pas à tout. Certains modèles impliquent des découpes à l’emporte pièce, d’autres des découpes à la main. La découpe a la main est utilisée pour certaines peausseries mais aussi pour les bottes de la gendarmerie, le tuyau (partie sur la jambe) étant fait aux mesures et découpé à la main, ni ne s’applique aux peausseries exotiques ni aux semelles qui sont estampées avec des emporte-pièces en métal.
Voici en orange les presses qui appliquent les emporte-pièces placés à la main sur les cuirs à semelle et de dessous et premières (ce fameux cuir tanné dans la tannerie rachetée par Weston, investissement dont ils se félicitent, que nous avons visitée précédemment).
On voit près de la presse la plus à droite sur la photo une peau en phase de découpe et des pièces finies.
Cela ne doit pas éluder certains bémols car de l’aveu même de certains compagnons rencontrés sur place la qualité des cuirs seule a baissé (mais bon, quand on sait que certains ont les mêmes depuis 40 ans !!!). La façon, elle, est toujours la même depuis des décennies et c’est bien la raison de cette mise en avant de leur manufacture : le mélange de machines modernes et d’antiques outils réparés à l’ancienne par ceux qui les manipulent et non pas ceux qui les fabriquent puisqu’ils n’existent plus ! A noter, le nom et la provenance des machines : Annonay, mais aussi l’Italie qui reste une référence en savoir faire et ce, dans énormément de domaines (y’a qu’à manger sur place pour le constater)
Comme précisé dans le reportage aucune bête n’est élevée pour la manufacture, elles le sont pour la consommation. Ce qui explique le choix de vaches mieux traitées ailleurs. Mais ailleurs aussi ça change, pour être compétitifs : donc la qualité de la viande baisse non seulement dans nos assiettes mais aussi dans nos cuirs. CQFD. Ceci dit, la qualité reste largement au-dessus de la norme du prêt à porter et avec autant de choix de largeurs, de peausseries et de finitions on est dans le semi mesures.
Concernant le positionnement de la collection Weston, ils ont fort à faire : ils ont échoué dans la mode féminine et les seuls modèles qu’ils proposent sont complètement dépassées (le fameux mocassin Janson et des bottines) C’est aussi le gage d’un savoir-faire qui ne s’éparpille pas : car une chaussure à talons est faite différemment d’une semelle plate. C’est même incroyable qu’un manufacturier qui maîtrise aussi bien sa production ne soit pas en mesure de produite une collection femme plus étoffée.
Ces défauts -les plus perspicaces y verront des qualités- sont en cours d’étude : une gamme streewear sort, avec des baskets qui n’ont rien à envier aux Prada hors de prix. Imaginez : une paire de chaussures souples et décontractées, capables de prendre soin de vos pieds même en courant le métro, les courses… réalisées entièrement à la main !
Faut juste espérer que leurs nouvelles gammes ne seront pas sous-traitées en Italie comme ça a été le cas par le passé (du coup je me retrouve avec des derby en magnifique nubuck bleu sur une semelle thermo collée signée Weston !!! le sacrilège… mais vu le prix obtenu à la manufacture suis très content)
La marque de fabrique Weston, c’est le mélange d’artisanat et de technologies actuelles pour des modèles qui restent très classiques.
Ambiance géniale, moi qui suis coutumier des usines de meubles, une manufacture de petits produits de luxe est apaisante : c’est calme, tout le monde travaille vite avec son savoir-faire difficile à saisir pour le néophyte. Les gestes s’enchaînent avec une dextérité incroyable.
L’odeur était forte à certaines étapes du tannage. Mais la découverte des lieues, le froid et le vent glacial ont contribué à l’éluder. L’entreprise sort 500 paires/jour. Franchement, je ne sais pas comment ! j’ai encore plein de choses à vous montrer et notamment l’étape « bichonnage » qui est ahurissante : des ouvrières nettoient à la brosse à dents les résidus de colle et de plastique (qui protègent les chaussures durant la pose de la semelle). Quelques anecdotes là-dessus à venir…
A la boutique sur place, ils n’ont pas tant de modèles que ça en boutique et ont un stock important. Donc à moins d’avoir une pointure hors norme ou de vouloir une commande spéciale le délai est immédiat ou de quelques jours (le temps de rapatrier la paire depuis un autre magasin). Pour un ressemelage ou une commande spéciale il faut compter 2 mois (d’expérience). Le service est impec : j’avais commandé une paire à Cannes qui m’a été livré à Paris gracieusement, j’ai ressemelé et le délai a été tenu.
Concernant le copywrited : le responsable de la communication de chez Weston, Gilles Aulibé m’a confirmé que les photos de la fabrication ne posaient aucun problème de publication : leurs méthodes de travail coutent tellement chères que ce n’est pas demain qu’ils seront contrefaits (ç’a été le cas en Chine, l’usine a fermé) Le vrai problème ce sont les visages des compagnons qui sont tous floutés, vous le noterez. Voilà, j’en ai encore plein en stock -et conformes aux souhaits de JM Weston- donc si quelques uns parmi vous souhaitent en savoir encore plus c’est avec plaisir que je comblerai la chaine de fabrication. Le meilleur moyen étant évidemment de franchir l’une des 5 boutiques parisiennes et de se laisser tenter… et visiter in concreto ce magnifique établissement qui, loin du luxe de ses boutiques, démontre que l’on sait encore bien travailler en France

Intéressant, un reportage tout à fait bien fait.
J’aimeJ’aime